Western Canada’s largest distributor of Cornell pumps, parts, and services.
Cornell has produced industry-leading high-efficiency pumps since 1946, providing unmatched pump solutions for the municipal, agricultural, mining, refrigeration, and food sectors.
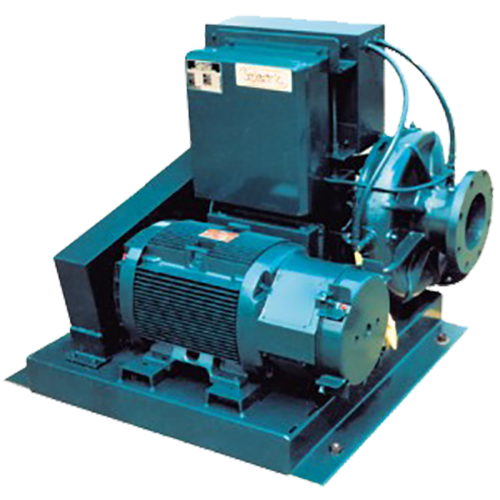
Clear Liquid Pumps
Cornell produces world-renowned clear liquid pumps that are known for being the most durable, reliable, and highest-efficiency pumps in the entire industry. These clear liquid pumps can be found in applications across various industries, including industrial, agriculture, municipal and more. Cornell clear liquid pumps are available in various configurations, including horizontal, vertical, close-coupled, and SAE engine mounted.
Providing unmatched efficiency, Cornell pumps can save you thousands of dollars per year in energy costs. Cornell’s large selection of clear liquid pumps exceeds optimum efficiency standards.
When looking for a clear liquid pump, look no further than Cornell, the industry-leading clear liquid pumping solution developed through innovation and passion.



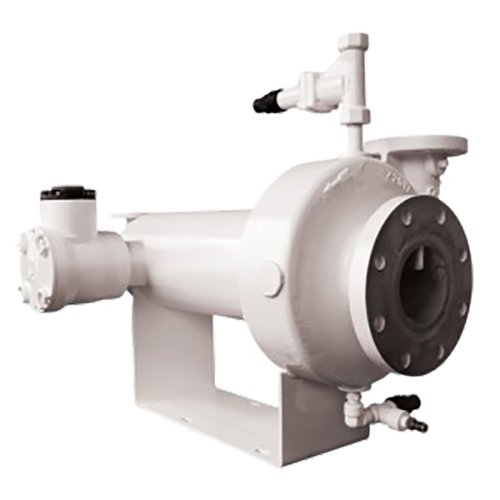
Cutter Pumps
Cornell cutter pumps address a need for various industries to reduce clogging due to ragging. The blade cutter in Cornell’s cutter pumps allows for minimal efficiency loss while tackling aggressive plugging. Once a Cornell cutter pump is installed, experience a dramatic increase in up-time, and thousands of dollars in savings a year. With Cornell, a cutter can be installed in more than 30 different pump models.
Cornell cutter pumps are designed and manufactured to lead the industry in durability, efficiency, and innovation. Hardened to ensure a long lifespan, Cornell cutter pumps are specifically shaped to minimize flow restrictions. Cutter pumps also save labour and downtime required to clean out clogs from pump systems.
When looking to increase up-time and save money on labour and outages for your pump systems, a Cornell cutter pump is the ideal solution.
Food Process Pumps
Cornell engineers understand the important role food-handling pumps play in manufacturing applications. Their innovative single port impeller configuration with unique offset volute provides the end user with a food handling pump capable of transporting even the most delicate food products.
Cornell has built their worldwide reputation on quality and reliability with centrifugal pumps engineered and manufactured to provide continuous and trouble-free operation. As a matter of fact, many Cornell pumps sold in the 50s are still providing the same continuous and dependable service they did the day they were installed.
In addition to a dependable pump system, today’s food processing systems must also be efficient and economical. As energy costs rise, conservation and efficient operation become critical issues for end-users striving to minimize expenses associated with energy consumption. Cornell pumps maintain exceptional hydraulic operating efficiencies and are coupled with energy-efficient motors.


Hot Oil Pumps
Enhanced vapour handling and improved sealing technology are central to Cornell’s hot oil pump innovations. When fresh product passes through a fryer, water tends to travel along the bottom of the fryer in a liquid phase at 392°F (200°C), until it reaches the pump suction where the action of the impeller breaks up the water into smaller droplets that flash into steam. Typically, entrained steam would impair the pump’s head and flow, but Cornell’s innovative anti-cavitation system prevents this situation.
The metal bellows mechanical shaft seal, with an optional water-cooled seat, can be used where temperature requirements reach up to 550°F. This proven shaft sealing method was developed over many years of field testing and is optimized to provide food processors with the most reliable and cost-effective seal system in the marketplace.
The metal bellows seal provides superior performance in extreme temperature processing services, while the bellows leaf construction offers greater metal dependability and more uniform bellows compression.
Hydro Turbines
You don’t need a raging river to take advantage of the energy savings a Cornell hydro turbine can provide. Heads as low as 50 feet, and flows as low as 90 gallons per minute can produce useable energy. Cornell’s high turbine efficiency is often found to be comparable with specially-built imported turbines, but they are less complex, easier to install, and require less maintenance. Cornell turbines are available in a wide range of mounting styles and configurations and with many new and innovative design features, result in high performance.
Municipalities, industrial plants, HVAC installations, and farms are tapping potential hydraulic energy sources to produce electric power as a revenue source, or as a means to reduce overall energy demands. The key to the system is using excess head to drive a turbine. The turbine may be used to drive a pump, a generator, or other power-requiring device. This technology makes it feasible for building managers, farmers, resort managers, industrial plants, and municipalities to consider hydro turbines in their plant power needs. Studies show that a turbine, driven by water from a natural stream or process stream, can generate enough electric power to pay for itself quickly.


Immersible Pumps
Cornell provides unique and industry-leading immersible pump solutions suitable for various industries. Our approach to immersible pumps is to take a TEFC motor that is designed to run in the air 100% of the time and adapt it to run submerged 1% of the time (in case of a flood).
The basic design of the immersible pump/motor incorporates a premium efficient, inverter duty, P-Base or C-Face TEBC motor (totally enclosed, blower cooled). The motor, as the name implies, is completely enclosed and cooled by a blower on top of the motor. If the motor becomes submerged, the blower motor fan shuts down without affecting the main motor. While the motor is temporarily submerged, the media cools the motor just like a true submersible. A special conduit box is used to prevent water leakage into the motor. The motor is designed to prevent water infiltration along the shaft and into the motor by utilizing a triple redundant sealing system, including a patented hydro seal design. The motor-end bell housing incorporates the ‘inverted cup’ principle, which traps an air bubble under the motor as the water rises, thus keeping water away from the shaft seal. The shaft is fitted with a hydro seal, which expels water and further reduces the chance of water reaching the shaft seals.
Refrigeration Pumps
Cornell’s refrigeration pumps have been used successfully in various applications including food processing, refrigeration, cold storage, ice production, and turbine inlet cooling. Cornell refrigerant pumps are commonly employed in liquid overfeed and transfer pump applications utilizing anhydrous ammonia, aqueous ammonia, and halocarbons such as R-22 and other approved refrigerants.
Enhanced vapour handling and NPSHR characteristics are central to Cornell’s latest refrigeration pump innovations. Cornell has incorporated these design features into their liquid overfeed pumps while maintaining four-pole or six-pole operating speed for close-coupled units.



Self-Priming Pumps
Cornell’s self-priming pumps are efficient, durable, and dependable. The Cornell STX, STL, and STH self-priming pump lines are the newest products from Cornell Pump following a tradition of building world-class pumping equipment.
The self-priming pump line exceeds competitor efficiency ratings without compromising lift capability. This translates into energy cost savings over the life of the pump.
In addition to being focused on efficiency, Cornell Pump is also known for its innovative features. The self-priming pumps follow this tradition with the addition of the Cycloseal® sealing system, which will extend your seal life.
Have an existing self-primer installed? The Cornell Pump retrofit program allows the Cornell STX rotating assemblies to retrofit into your existing pump volute.
Solids Handling Pumps
Having produced solids-handling pumps since the 1940s, Cornell offers a wide range of solids-handling pump models and configurations, from 3” to 30” discharge sizes, to handle the most challenging solids applications.
Chopper impellers and cutter assemblies expand the capabilities of Cornell solids handling pumps to handle difficult solids. Many Cornell solids handling pumps are also available in CD4MCu to resist corrosion and pitting caused by abrasive solids.
Cornell pumps are built using superior materials selected for their suitability to each pump’s intended application. Thicker shafts, heavier casting walls, and fully-machined impellers are part of what makes Cornell pumps more rugged and durable than other pumps.



Slurry Pumps
Cornell’s slurry pumps expand their line of dewatering pumping solutions to abrasive applications in the mining industry. With Cornell’s patented Cycloseal® technology, their slurry pumps are built to operate without flush water.
Cornell’s Cycloseal® design, with its unique deflector vanes, works with the expeller to create a cyclo-action. This action removes abrasive material and solids from the seal area while purging air and gas pockets – extending seal life and eliminating any need for water flush or venting.
All pumps equipped with Cornell’s Cycloseal® system have an optional run-dry feature available, which lubricates the seal faces even when no liquid is in the pump casing. In situations where the pump needs to run dry for several hours, or where the pump may suddenly lose prime without being shut off, the RunDry™ feature is a must.
The Cycloseal® system requires no external water flush, grease cups, filters, piping or instrumentation normally associated with packing or double mechanical seals.
Submersible Pumps
Cornell’s hydraulic submersible pumps exclusively feature Permco Motors.
Cornell’s submersible pumps are industry-leading, offering features unmatched by other pump producers. These features include:
- Flows up to 150 GPM
- Speeds up to 2400 RPM
- Working pressure up to 4000 PSI
- Heavy-duty sleeve bushing design in a medium/small frame
- Doweled and high-strength cast iron construction
- High-strength alloy steel gear and shaft sets
- Pressure-balanced wear plates maintain high pump efficiency throughout all operating ranges
- 100% factory tested


NSF/ANSI 61 Certified Pumps
NSF/ANSI 61 Certification allows Cornell Pump distributors to fully specify pumps in installations that require NSF/ANSI 61 certification and highlights their commitment to quality manufacturing standards.
Designed for portable water applications in municipalities, as well as housing developments, these Cornell pumps can be used to transfer water from wells, rivers, and reservoirs to treatment facilities, intra-facility, and end-users. Useful in retrofits to abate lead and other contaminant issues, these pumps are also applicable in agricultural irrigation where lead content is regulated.
Water Quality Association (WQA), an Illinois-based testing organization, provided Gold Standard WQA NSF/ANSI 61 Standards and Product Certification on 23 Cornell Pump models. Cornell Pump works with WQA, providing samples of products at prescribed intervals to maintain their certification.
Cornell Pump Parts
Chamco is proud to be the exclusive distributor of Cornell pump parts in western Canada. Chamco offers a full suite of OEM replacement parts to ensure you can have your pump system up and running again as quickly as possible. Cornell pump parts are designed to Cornell’s exacting standards, ensuring your warranty, and maintaining your pump investment in top running shape.
Cornell also offers customized repair kits for some of their pumps. These kits include materials you’ll need in standard maintenance, such as:
- Shaft sleeve
- Wear ring
- Impeller washer
- Lockscrew kit
- Vol. gasket
- Mechanical Seal
- Impeller key
- Impeller shims
- V-ring
- Lipseals
Contact a Chamco representative for more information about specific pump parts, repair kits, and pricing.


Cornell Pump Engineered Systems
Chamco is proud to be the exclusive provider of engineered systems that utilize Cornell pumps and pump solutions in all of western Canada. When looking to build engineered systems that will exceed our customers’ expectations and meet all of their needs, it is important to use the best pumps available. Being able to utilize Cornell pumps in our engineered systems makes our pump solutions industry leaders. Being able to use the best available pumps from Cornell allows us to ensure our customers that we offer the best engineered systems available in all of western Canada. If you are looking for an engineered system that will surpass your expectations in durability, efficiency, and performance, look no further than the Cornell-engineered systems offered by Chamco.
From 6 locations across Western Canada, we service the following areas:
British Columbia
Burnaby
Creston
Delta
Drayton Valley
Fort St. James
Fort St. John
Kamloops
Kootenays
Langley
New Westminster
Okanagan
Prince George
Prince Rupert
Richmond
Sparwood
Sunshine Coast
Surrey
Vancouver
Vancouver Island
Alberta
Athabasca
Calgary
Camrose
Canmore
Cold Lake
Drumheller
Edmonton
Evansburg
Fort McMurray
Fort Saskatchewan
Grande Prairie
High Level
Hinton
Leduc
Lethbridge
Lloydminster
Medicine Hat
Nisku
Peace River
Red Deer
Rocky Mountain House
Slave Lake
St. Paul
Stettler
Turner Valley
Wainwright
Whitecourt
Wood Buffalo