
Compressor Fluid Analysis: Why Your Own Oil Sampling Won’t Cut It
Discover why compressor fluid analysis is essential for avoiding costly failures and maintenance. Learn how professional technicians use precise sampling, OEM-specific standards, and advanced tracking to deliver actionable insights, helping extend compressor life and improve efficiency.

Interesting Applications of Compressed Air Equipment
Discover how compressed air drives efficiency across industries such as mining, recycling, breweries, fish farming, and marine applications.

What is the Average Lifespan of an Industrial Air Compressor? (& Factors That Affect Lifespan)
Discover the key factors that affect the lifespan of an industrial air compressor and learn how to extend your compressor’s life. Chamco’s expertise ensures your air compressor system stays in peak condition for years to come.
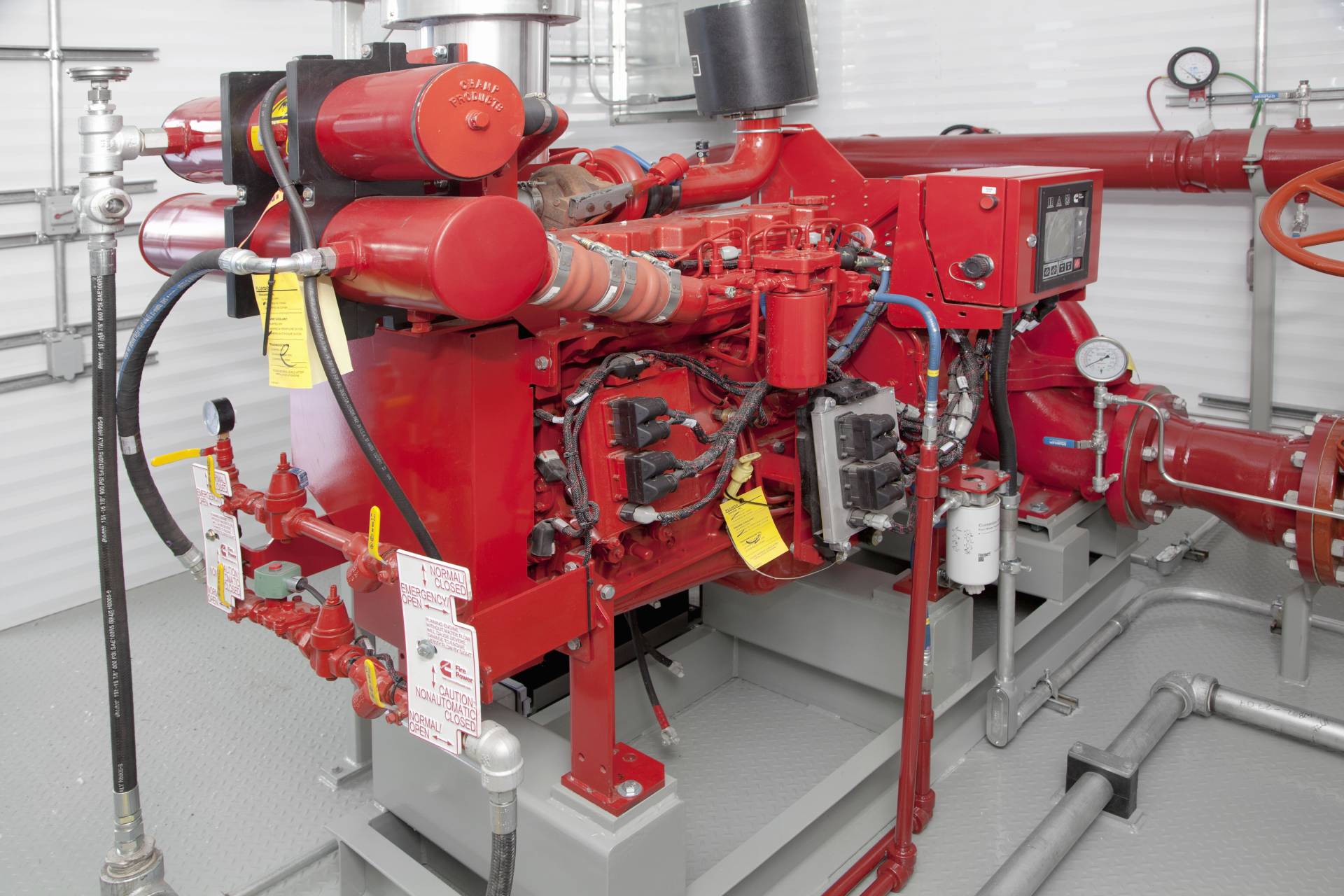
Mastering the Art of Fire Pump Installation: Key Requirements You Should Know
Discover the essential requirements for fire pump installation to ensure your system is compliant and fully operational when it matters most.

A Complete Guide to Choosing the Right Type of Industrial Pump for Your Application
Uncover the key factors to consider when choosing the right industrial pump for your application.

10 Operational Benefits of On-Site Nitrogen Gas Generation
Explore the operational benefits you can experience from on-site nitrogen gas generation.

How Does a Nitrogen Generator Work?
Learn more about nitrogen generation technology and the factors to consider when implementing a nitrogen gas generation system.

Why the Sullair ES-6 Leads the Pack in Heavy-Duty Air Compressors
Learn more about the unique attributes of the ES-6 and why it has become the go-to compressor for industries requiring reliability, simplicity, and performance.

Industrial Air Compressor Troubleshooting
Learn about frequent problems plaguing air compressors and discover effective strategies for industrial air compressor troubleshooting and maintenance.